
")
")

Requirements for galvanizing
The products should be checked for the following before it is delivered to the galvanizing plant
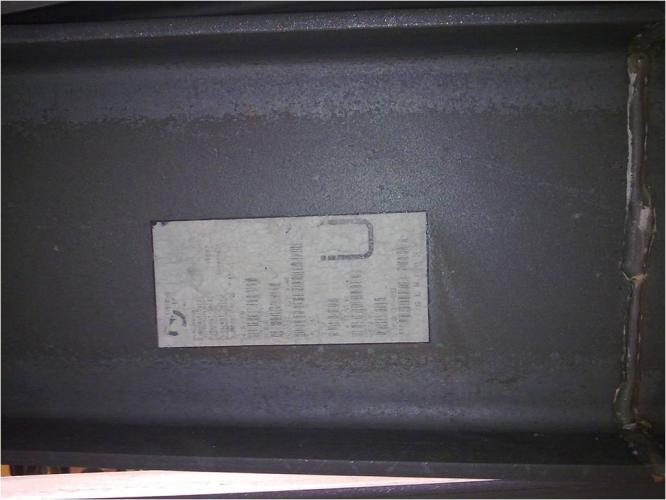
No large impurities on the surface
The chemical preparation used in galvanizing plants can not remove large impurities from the surface, so these should be removed from the structures beforehand. This can be paint or lacquer, large oil or grease stains, surface corrosion or rolling scales, any labels or writing also belongs here.
 |
 |
 |
 |
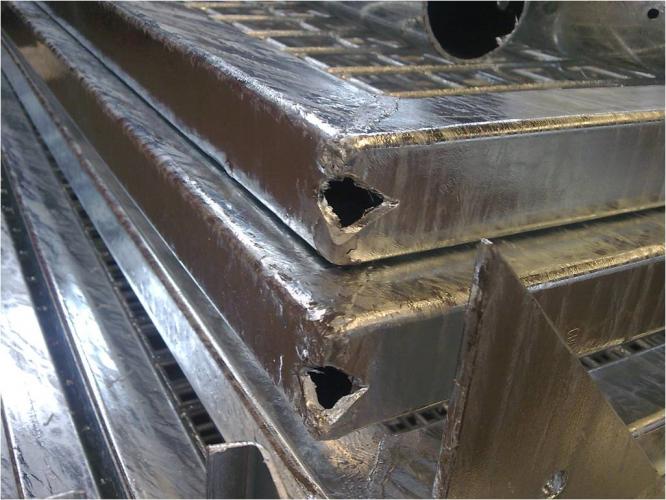
Inflow and airing openings in hollow structures
During hot-dip galvanizing the structures receive surface protection inside-out. So it's essential to ensure that the zinc can easily flow in and the air can exit the structure during galvanizing, and after lifting the structure out of the bath the zinc can flow out of the hollow spaces. Therefore these openings - taking the galvanizing position into account - should be placed on the highest and lowest point of the hollow structures.
 |
 |
 |
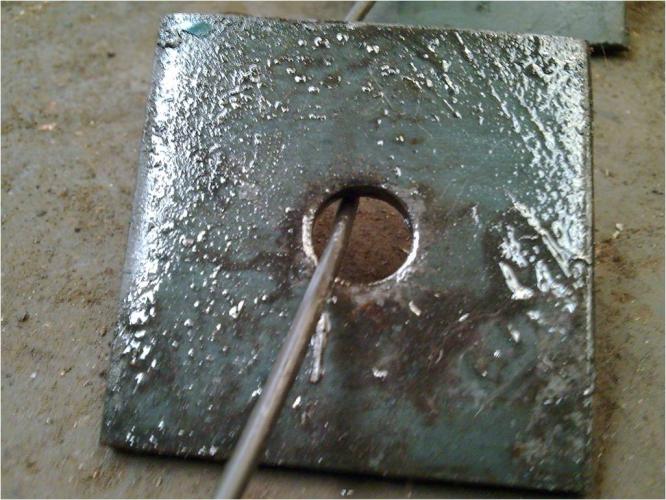
Cut outs in the corners
Even open structures can have a design that prevents the zinc from flowing out of the structure when it is lifted out of the galvanizing bath. Therefore the ribs, struts, side connections should also be opened by cut outs or boring.
 |
 |
Galvanizing friendly identification - if required
Writing on the surface (with any kind of marking pen) to identify the structures is not viable. Easy identification after galvanizing can be ensured by punching numbers 1-2 mm deep into the material or into the adequately connected hanging steel labels.
 |
 |
 |
Proper packaging, bundling
This not only makes our work easier, but by using proper bundling and packaging it is easier to prevent damage during transport and service will also be faster.
 |
 |
 |